


中厚板知識
- 淺析厚鋼板焊接方法2024-04-01
- 中厚板限制措施對國內市場產生影響,行業呼吁政策支持2024-03-02
- 鋼板產能過剩導致會導致價格下跌嗎2024-03-02
- 中厚板應用于汽車制造業的需求增長,推動行業發展2024-02-18
- 鋼板價格持續上漲,成本壓力加大2024-02-18
如何避免福建花紋板外表呈現裂紋
來源:www.tyhxjc.com 發布時間:2023/1/4 9:19:04
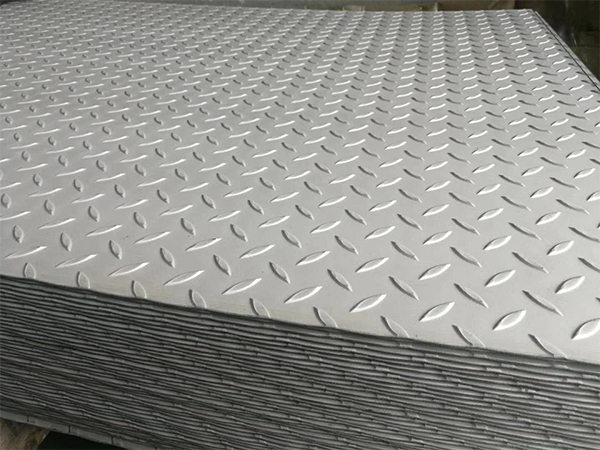
在檢查福建花紋鋼板外表質量的時分,會發現會很多裂紋存在,對此人們十分擔憂,不曉得這種現象能否正常,后期花紋鋼板外表的裂紋能否還存在擴展的趨向,或者是影響到整個花紋鋼板的耐磨效果?

如何避免內部裂紋熱軋中板?
熱軋中板的處理計劃,以避免內部裂紋發作:
(1)嚴厲控制造為熱軋中板鋼過熱度控制懇求分組時,減小內部縮孔構成板坯微細柱狀晶體或降低開展的水平。
(2)依據用于減速的規范報文,用于切割端規范的運作,以確保坯件熱軋中板的內端的質量。
(3)要改換結晶器腳輥和對電弧測試,不熱軋中板定時輥模具具有足夠的測試為圓弧的狀況下,弧形段。
(4)熱軋中板認真檢查二冷水,輥狀況后各停澆次水,不契合請求的,允許消費。
(5)鑄造熱軋中板主站跟上電磁攪拌,電磁攪拌的電流的動搖的在電流動搖大于±5A時,應該總是被記載流序號,開端和完畢時間,或者在電磁攪拌器不施用依據下面400A規范電流切割廢物的長度。
(6)發現以偏振光結晶機之前,通知維護人員結晶丈量偏振幅度,來調整。
(7)恒定的鑄造速度鑄造。
為了弄分明這其中的疑惑,需求對花紋鋼板外表裂紋的產生緣由停止系統的剖析。通常來說,花紋鋼板都是經過冶金堆焊的工藝制造而成的,其焊接電流普通在350~500A,焊接電弧的溫度可能會高達1000~1500℃,霎時的高溫容易使焊絲與母板均到達熔點構成熔池,并使添參加熔池的合金粉末凝結構成堆焊熔敷層。
而在這個堆焊過程中,熔池臨近的母板溫度將到達很好的狀態,加上母板多數會采用普通Q235低碳鋼,所以在堆焊過程中,母板各部位溫差很大,產生極不平均的收縮,收縮與變形。
由于花紋鋼板的母板周圍被壓板牢牢緊固,無法自在變形,再加上耐磨層是由大量的合金粉末制成的焊絲停止冶金堆焊在母板上,才會使得韌性好的母板能夠接受較大的熱變形,而高硬度堆焊層接受熱變形的才能簡直為零。
由此闡明,不需求擔憂花紋鋼板外表的裂紋,它不會對資料運用產生不良影響,也不會引發更為嚴重的結果,屬于正常現象。
如何避免內部裂紋熱軋中板?
熱軋中板的處理計劃,以避免內部裂紋發作:
(1)嚴厲控制造為熱軋中板鋼過熱度控制懇求分組時,減小內部縮孔構成板坯微細柱狀晶體或降低開展的水平。
(2)依據用于減速的規范報文,用于切割端規范的運作,以確保坯件熱軋中板的內端的質量。
(3)要改換結晶器腳輥和對電弧測試,不熱軋中板定時輥模具具有足夠的測試為圓弧的狀況下,弧形段。
(4)熱軋中板認真檢查二冷水,輥狀況后各停澆次水,不契合請求的,允許消費。
(5)鑄造熱軋中板主站跟上電磁攪拌,電磁攪拌的電流的動搖的在電流動搖大于±5A時,應該總是被記載流序號,開端和完畢時間,或者在電磁攪拌器不施用依據下面400A規范電流切割廢物的長度。
(6)發現以偏振光結晶機之前,通知維護人員結晶丈量偏振幅度,來調整。
(7)恒定的鑄造速度鑄造。
為了弄分明這其中的疑惑,需求對花紋鋼板外表裂紋的產生緣由停止系統的剖析。通常來說,花紋鋼板都是經過冶金堆焊的工藝制造而成的,其焊接電流普通在350~500A,焊接電弧的溫度可能會高達1000~1500℃,霎時的高溫容易使焊絲與母板均到達熔點構成熔池,并使添參加熔池的合金粉末凝結構成堆焊熔敷層。
而在這個堆焊過程中,熔池臨近的母板溫度將到達很好的狀態,加上母板多數會采用普通Q235低碳鋼,所以在堆焊過程中,母板各部位溫差很大,產生極不平均的收縮,收縮與變形。
由于花紋鋼板的母板周圍被壓板牢牢緊固,無法自在變形,再加上耐磨層是由大量的合金粉末制成的焊絲停止冶金堆焊在母板上,才會使得韌性好的母板能夠接受較大的熱變形,而高硬度堆焊層接受熱變形的才能簡直為零。
由此闡明,不需求擔憂花紋鋼板外表的裂紋,它不會對資料運用產生不良影響,也不會引發更為嚴重的結果,屬于正常現象。
上一條:
福建瑞寧金屬有限公司提前恭祝您2023春節快樂!
下一條:
泉州鋼材廠對于鋼板的加工工藝操作規則
相關文章
相關產品




- 福建瑞寧金屬有限公司(www.tyhxjc.com)
- 聯系電話:黃永豐13599965122 (微信同號)
- 楊曉婷13850110361 (微信同號)
- 地址:福州市青口鋼材市場A區2座6-2 公司電話/傳真:0591--22258980 黎美賢
- 技術支持:
 備案號:閩ICP備20007403號-1
備案號:閩ICP備20007403號-1 - 熱門搜索:福州鋼材廠,廈門角鋼批發,不銹鋼中厚板,泉州熱軋中厚板廠家,福州中厚板
- 主營:福州中厚板,福州開平板,福州花紋板,福建中厚板,福建開平板,福建花紋板,廈門中厚板,廈門開平板,廈門花紋板,莆田中厚板,莆田開平板,莆田花紋板,三明中厚板,三明開平板,三明花紋板,泉州不銹鋼中厚板,泉州開平板,泉州花紋板,龍巖不銹鋼中厚板,龍巖開平板,龍巖花紋板,漳州,南平,寧德等城市,歡迎來電咨詢我們!